
目前,改善 ABS 树脂加工流动性能的主要方法有两类。
第一类是本体配方改性,包括对 ABS 接枝粉料和苯乙烯 - 丙烯腈共聚物 (SAN) 树脂的改性。ABS 接枝粉料作为 ABS 树脂的分散相,决定了 ABS 树脂的冲击韧性。其橡胶种类、含量、粒径、接枝率以及接枝单体比例均会影响其分散性和相容性,进而影响 ABS 树脂的加工流动性能。
JIN 等研究发现,随着 ABS 粉料含量的增加,产品的抗冲击性能显著提高,但拉伸强度、弯曲强度和熔体流动速率有所降低。
王晓红等研究了橡胶含量对 ABS 树脂熔体流动速率的影响,发现当橡胶含量较低时,提高橡胶含量会使熔体流动速率显著下降;而当橡胶含量较高时,其对熔体流动速率的影响则逐渐减弱。
因此,从加工成型的角度来看,ABS 树脂的橡胶含量不宜过高。
第二种方法是通过添加润滑剂进行改性,主要通过调整润滑剂的种类及用量来实现。
BACALOGLU 等发现了金属硬脂酸盐与非金属蜡之间的协同作用。通过一系列独特的转矩流变学研究证明了金属硬脂酸盐与非金属蜡同时使用时熔化时间明显长于单独使用金属硬脂酸盐或非金属蜡。
润滑剂是一种常用的塑料加工助剂,能够赋予塑料润滑性,减少有害摩擦,并防止塑料熔体与机械黏附,从而显著改善热塑性材料在加工成型时的流动性能、表面光泽性和脱模性。其中,含硅聚合物硅酮粉是一种高效的复合润滑剂,其主要成分是超高分子量聚二甲基硅氧烷 (PDMS), 可提供优异的加工性能,能够改善产品的表面性能,如耐刮痕性和耐磨损性等, 但其在 ABS 树脂领域的研究相对较少。
本文主要采用熔融共混的方式研究硅酮粉对 ABS 树脂的力学性能及加工流动性能的影响,以期制备出综合性能更优的 ABS 树脂,以满足用户需求。
1 实验部分
1.1 主要原料
ABS 树脂,PW-151, 中油吉林石化公司合成树脂厂;
SAN 树脂,SAN-2437, 中油吉林石化公司合成树脂厂;
硅酮粉,RD-500, 常州融点化工有限公司。
1.2 仪器与设备
双螺杆挤出机,TEM-48, 日本东芝公司;
注塑机,MA600Ⅱ/130, 海天塑机集团有限公司;
热空气干燥烘箱,FED 720, 德国 BINDE 公司;
摆锤冲击强度测试仪,CEAST 9050, 美国 INSTRON 公司;
铣口机,BH023.ZNO.003, 德国 Zwick/Roell 公司;
电子万能试验机,HT-1452, 德国 Zwick/Roell 公司;
熔体流动速率仪 (MFR),MI-4, 德国高特福 (Goettfert) 公司;
旋转流变仪,MCR302, 安东帕 (上海) 商贸有限公司;
转矩流变仪,HAAKE PolyLab, 美国赛默飞世尔科技公司;
扫描电子显微镜 (SEM),GeminiSEM 500, 德国卡尔蔡司公司。
1.3 样品制备
表 1 为硅酮粉和 ABS 树脂共混配方。按照表 1 的配方比例混合均匀后,使用双螺杆挤出机在 170~200 ℃温度范围熔融挤出造粒。
将粒料在 80 ℃的鼓风干燥箱中干燥 1 h, 在注塑机上加工成标准试样,注射温度为 220 ℃。
注塑后的试样在温度 23 ℃、湿度 50% 的环境下调节 2 h 后进行性能测试。

1.4 性能测试与表征
MFR 测试:采用 GB/T 3682.1-2018 进行测试,测试温度为 220 ℃, 砝码质量为 10 kg。
拉伸强度测试:采用 GB/T 1040.2-2022 进行测试,1A 型试验试样,试样窄平行部分的长度为 (80±2) mm, 窄部分宽度为 (10.0±0.2) mm, 优选厚度为 (4.0±0.2) mm, 拉伸速率为 50 mm/min。
弯曲强度测试:采用 GB/T 9341-2008 进行测试,试样尺寸为 80 mm×10 mm×4 mm, 测试速率为 2 mm/min。
简支梁冲击强度测试:采用 GB/T 1043.2-2018 进行测试,试样尺寸为 80 mm×10 mm×4 mm, 标准 V 型缺口,缺口为 A 型 (45±1)°, 缺口底部半径为 (0.25±0.05) mm, 深度为 2 mm, 摆锤冲击能量为 4 J。
SEM 测试:将 ABS 树脂用液氮冷冻后脆断,在扫描电子显微镜下观察其断面形貌。
流变学特性测试:在 200 ℃的氮气氛围下,使用配备有平行板夹具 (直径 25 mm) 的旋转流变仪进行测试。两板之间的间隙设置为 1 mm。在固定应变为 1% 的条件下,用频率扫描法测量复合黏度(η*)与角频率 (ω) 的关系,范围为 100.00~0.01 rad/s。
微量混合流变仪测试:将流变仪升温至设定温度 200 ℃, 待温度平稳不变后,转子转速设置程序为 50、100、150、200 r/mim 各 1 min。称取约 5 g 粒料,放进加料筒中,测试产品时间和扭矩随转速的关系。
2 结果与讨论
2.1 硅酮粉对 ABS 树脂力学性能的影响
ABS 树脂具有优异的物理性能和加工性能,硅酮粉作为 ABS 树脂的改性剂,可以调节其各项性能。图 1 为硅酮粉对 ABS 树脂力学性能的影响。

从图 1a 可以看出,随着硅酮粉含量的增加,体系的熔体流动速率 (MFR) 逐渐增大,呈线性上升的趋势。
当硅酮粉的质量分数从 0.4% 增加至 2.0% 时,MFR 从 21.5 g/10 min 提升至 27.0 g/10 min。这是因为硅酮粉融入体系后,能够显著降低树脂分子链间的作用力。
具体而言,硅酮粉凭借其独特的分子结构能够有效插入树脂的分子链之间,打破原有的分子链缠结状态,促进分子链间的链解缠过程。分子链解缠后,分子链的活动能力增强,彼此之间的摩擦阻力减小,使体系在较低的能量输入下就能实现分子链的相对滑动,进而表现出更好的流动性能,直观地反映为体系 MFR 的增大。
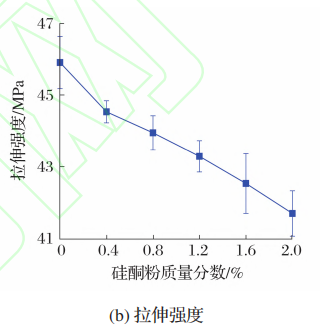

从图 1b 和图 1c 可以看出,随着硅酮粉含量的增加,ABS 树脂的拉伸强度和弯曲强度逐渐降低。这是由于硅酮粉的加入使分子间相互作用减弱。在受到拉伸力或弯曲力作用时,ABS 树脂分子更容易发生相对位移和滑动,抵抗外界作用力降低。

从图 1d 可以看出,随着硅酮粉含量的增加,ABS 树脂的冲击强度逐渐升高。硅酮粉作为一种功能性助剂,被添加到 ABS 树脂体系中后,可有效改善 ABS 树脂中橡胶相的分散效果。橡胶粒子在这一体系中扮演着至关重要的角色,其一方面作为应力集中的中心,在材料受到外界冲击应力时,能够高效诱发基体产生大量的银纹和剪切带。银纹是聚合物材料在应力作用下产生的一种细微的空洞化区域,而剪切带则是材料内部发生剪切变形的区域。这些银纹和剪切带的产生能够有效地耗散外界施加的冲击能量,从而对材料的冲击性能提升起到积极作用。另一方面,橡胶粒子还能够对银纹的发展起到控制作用,当银纹产生后,橡胶粒子能够及时终止银纹的进一步扩展,避免其发展成具有破坏性的裂纹,最终提高 ABS 树脂体系冲击强度。
为了进一步考察硅酮粉对 ABS 树脂中橡胶相的分散改善情况,采用扫描电镜分别观察硅酮粉质量分数分别为 0、0.8% 和 2.0% 的 ABS 树脂低温脆断断面形貌。

图 2 为硅酮粉改性 ABS 树脂脆断面形貌的 SEM 照片。从图 2a 可以看出,未添加硅酮粉的 ABS 树脂表现出明显的 “海 - 岛” 结构,其中颗粒状态的是橡胶分散相,尺寸较大,且大小和分布较不均匀,两相之间界面明显。从图 2b 和图 2c 可以看出,添加质量分数为 0.8% 和 2.0% 的硅酮粉,体系仍然是典型的 “海 - 岛” 结构,但橡胶相尺寸变小,分布均匀性得到一定程度的提高。这可能由于将硅酮粉加入体系能够有效改善体系的流动性能。硅酮粉自身具有独特的分子结构和低表面能特性,在体系中如同润滑剂一般,降低了各组分之间的内摩擦力。这种流动性的提高使橡胶相在体系中更容易分散,减少了橡胶相因相互吸引和团聚而形成大颗粒的可能性,进而促使橡胶粒子能够更加均匀地分散在整个体系当中,最终优化了体系的微观结构。
综上所述,在 ABS 树脂中加入硅酮粉可以改善分子链流动的柔顺性,提高产品的流动性能,但是也会降低分子链的刚性,对产品弯曲和拉伸性能产生不利的影响,特别是当硅酮粉质量分数达到 0.8% 时,制品拉伸强度低于 44 MPa, 将会影响产品应用的通用性。因此,在提高 ABS 树脂流动性能的同时,也要兼顾其力学性能,选取硅酮粉的添加质量分数为 0.4% 较为合适。
2.2 硅酮粉对 ABS 树脂加工流动性能的影响
熔体黏度是加工过程中需要考虑的一个重要因素,η是评价聚合物熔体流动性的一个重要参数。通常情况下,添加润滑剂会使高分子材料黏度下降,从而有利于加工。通过测试动态流变学性能考察硅酮粉对 ABS 树脂线性黏弹性的影响。图 3 为硅酮粉改性 ABS 树脂的 η曲线。

对于 ABS 树脂,其分子链由苯乙烯、丁二烯和丙烯腈三种单体聚合而成,其 η随 ω 增加而显著下降,是典型的非牛顿流体行为特征。这一行为源于 ABS 树脂分子链在剪切力作用下的取向和重排。
当 ω 较低时,分子链间相互缠结严重,阻碍了分子链的相对运动,从而导致较高的 η。
随着 ω 的增加,剪切力增大,分子链沿流动方向逐渐取向,缠结程度降低,分子链间的摩擦阻力减小,进而表现出强烈的剪切稀化行为。
从图 3 可以看出,未添加硅酮粉的 ABS 产品呈现出较高的黏度。这是因为在加工过程中,ABS 分子链间的相互作用较强,分子链的运动受到较大限制。而随着硅酮粉含量的增加,ABS 产品的 η* 逐渐下降。
硅酮粉作用机制主要体现在两个方面,一方面,硅酮粉在 ABS 树脂基体中能够均匀分散,在分子链间起到物理隔离的作用,降低了分子链间的相互作用力,使分子链能够更加自由地运动,从而降低了体系的黏度。
另一方面,硅酮粉能够在加工设备的金属表面形成一层润滑膜,减少 ABS 树脂与设备表面的摩擦力,进一步改善材料的流动性。
这种黏度的降低充分表明了硅酮粉对改善 ABS 材料加工性能具有显著作用,能够有效降低加工过程中的能耗,提高加工效率,并且有利于制备形状复杂、尺寸精度高的塑料制品。

采用微量混合流变仪进一步测试添加不同含量的硅酮粉的 ABS 树脂的加工扭矩。图 4 为硅酮粉对 ABS 树脂加工扭矩的影响。从图 4 可以看出,前 2 min 为加料段,在这一阶段,随着样品不断加入微量混合流变仪中,起始扭矩呈逐渐升高的趋势。这是因为随着样品量的增加,螺杆需要克服更大的阻力来推动物料前进,螺杆上的载荷随之增大。
同时,大量粒子在相对狭小的空间内相互摩擦、挤压,这种强烈的相互作用产生了大量的热量。根据流变学原理,这种热量的产生会在一定程度上影响物料的温度分布,进而改变物料的黏度等流变性能。当样品加入完全后,系统内的物料量达到稳定状态,此时样品的扭矩也趋于稳定。这一稳定状态反映了在当前加工条件下物料与设备之间达到一种动态平衡。对所有样品的稳定扭矩进行细致的比较和分析,发现当硅酮母粒的质量分数为 0.4% 时,ABS 树脂的加工扭矩达到最低。硅酮母粒分子结构中的硅氧键具有独特的低表面能特性,分子能够在 ABS 树脂的分子链间均匀分散,起到类似 “分子润滑剂” 的作用,同时其在材料与加工设备表面形成了一层极薄的润滑膜,有效减小材料与加工设备之间的摩擦系数。
2.3 硅酮粉对 ABS 树脂玻璃化转变温度的影响
润滑剂的加入可增大分子链间的间距,起到稀释作用和屏蔽分子链中极性,减少分子链间相互作用力,所以在熔体加工过程分子链内摩擦也随之降低,还会使发生缠结的临界分子量提高,缠结点密度下降,黏度降低。为了验证该说法,利用 DMA 测试 ABS 树脂玻璃化温度。图 5 为硅酮粉对 ABS 树脂玻璃化转变温度的影响。
从图 5 可以看出,随着硅酮粉含量的增加,ABS 产品的玻璃化转变温度逐渐降低。这可能是硅酮粉的润滑作用减少了减少树脂相 SAN 链段的缠结,减弱了 SAN 链之间的分子间相互作用,链段相对运动所需的能量减少,导致分子链段开始运动的温度升高,从而降低了玻璃化转变温度 [19-21]。同时,硅酮粉加入有利于橡胶相在树脂中的分散,降低了树脂相和橡胶相的界面张力,改善了两相间的相容性。

3 结论
随着硅酮粉含量的增加,ABS 树脂的熔体流动速率和冲击性能逐渐升高,拉伸强度和弯曲强度逐渐下降。
当硅酮粉添加质量分数为 0.4% 时,产品的综合性能最佳。硅酮粉可以改善 ABS 树脂中橡胶相的分散效果,且随着硅酮粉含量的增加,橡胶粒子分散得更加均匀。
硅酮粉可以改善 ABS 树脂分子链流动的柔顺性,减少分子链间相互作用力,提高产品的加工性能,降低 ABS 树脂玻璃化转变温度。
免责声明:本图文、资料来源于网络,转载的目的在于传递更多信息及分享,并不代表本网站赞同其观点和对其真实性负责,也不构成其他建议。仅供交流,不为其版权负责。如涉及侵权,请及时与我们取得联系: zpia2008@163.com。
